Get Free Consultation!
We are ready to answer right now! Sign up for a free consultation.
I consent to the processing of personal data and agree with the user agreement and privacy policy

Sistem hidrolik modern mengandalkan integritas saluran distribusinya untuk menyalurkan tenaga fluida secara efisien dan aman. Meskipun sering dianggap sederhana, Hydraulic Hose Assembly—proses mengintegrasikan selang dengan fitting atau konektor—adalah langkah teknis yang krusial. Perakitan yang salah dapat menyebabkan kegagalan sistem, kebocoran cairan hidrolik, hingga risiko cedera serius bagi operator akibat fluid injection injury.
Artikel ini akan membahas secara mendalam mengenai langkah-langkah perakitan selang hidrolik, komponen utamanya, serta praktik terbaik (best practices) untuk memastikan keselamatan dan performa maksimal pada mesin Anda.
Hydraulic Hose Assembly bukan sekadar menempelkan konektor ke ujung selang. Ini adalah proses rekayasa presisi di mana selang, fitting, ferrule, dan adaptor disatukan menggunakan peralatan khusus untuk membentuk saluran fluida yang tahan terhadap tekanan kerja ekstrem.
Integritas perakitan ini sangat penting karena:
Keselamatan: Mencegah kebocoran bertekanan tinggi yang dapat melukai manusia atau menyebabkan kebakaran.
Performa: Memastikan aliran fluida yang lancar dan mencegah penurunan tekanan (pressure drop) yang tidak terduga.
Keandalan: Mengurangi risiko kerusakan dini selang, sehingga meminimalkan waktu henti mesin (downtime) dan biaya perbaikan.
Kompatibilitas: Memastikan selang dan fitting yang digunakan sesuai dengan jenis fluida, tekanan, dan suhu sistem.
Gambar dihasilkan oleh Gemini AI
Sebuah rangkaian selang hidrolik (hose assembly) terdiri dari beberapa komponen yang harus bekerja secara sinergis untuk menahan tekanan tinggi, getaran, dan suhu ekstrem. Memahami spesifikasi setiap komponen adalah kunci untuk mencegah kegagalan mekanis.
1. Selang Hidrolik (Hydraulic Hose)
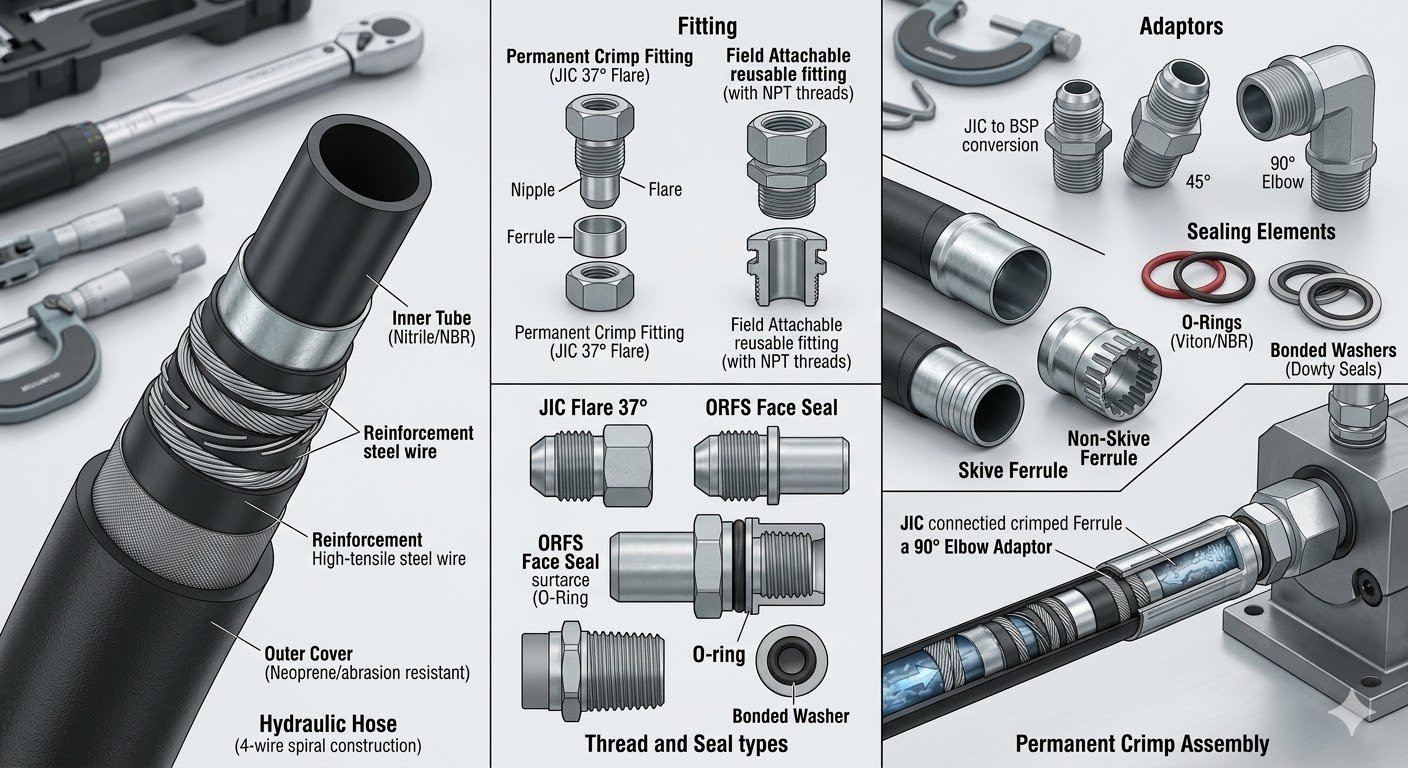
Selang bukan sekadar pipa karet fleksibel; ia adalah struktur berlapis yang dirancang berdasarkan kalkulasi tekanan tertentu. Secara umum, selang terdiri dari:
Tabung Dalam (Inner Tube): Lapisan ini harus memiliki kompatibilitas kimia dengan fluida. Material yang paling umum adalah Nitrile (NBR) untuk oli mineral, atau EPDM untuk cairan berbasis ester fosfat. Ketebalan dinding dalam ini menentukan kelancaran aliran dan resistansi terhadap erosi fluida.
Lapisan Penguat (Reinforcement): Menentukan kekuatan tekanan selang.
Braided (Anyaman): Biasanya terdiri dari 1 atau 2 lapis anyaman kawat baja. Cocok untuk tekanan menengah dan aplikasi yang membutuhkan fleksibilitas tinggi.
Spiral (Lilitan): Terdiri dari 4 atau 6 lapis kawat baja yang dililitkan secara paralel (spiral). Sangat efektif untuk menangani tekanan tinggi dan beban impulsif (kejutan tekanan) yang sering terjadi pada alat berat.
Lapisan Luar (Outer Cover): Melindungi bagian penguat dari faktor eksternal. Material seperti Neoprene atau Suh-Tough cover digunakan untuk memberikan ketahanan ekstra terhadap abrasi (gesekan), sinar UV, dan paparan ozon.
2. Fitting Hidrolik (Konektor)
Fitting adalah komponen logam yang dipasang di ujung selang untuk menghubungkannya ke komponen sistem lainnya. Fitting dibagi menjadi dua kategori fungsional:
Permanent Crimp Fitting: Jenis yang paling umum digunakan dalam industri modern. Fitting ini dipasang menggunakan mesin crimping yang menekan ferrule secara permanen ke selang. Sekali terpasang, fitting ini tidak dapat dilepas atau digunakan kembali.
Field Attachable (Reusable) Fitting: Fitting yang dapat dipasang menggunakan kunci pas manual tanpa mesin press. Biasanya digunakan untuk perbaikan darurat di lapangan, namun memiliki batas tekanan yang lebih rendah dibandingkan tipe crimp.
Berdasarkan Jenis Ulir (Threads) dan Metode Seal:
JIC (Joint Industry Council): Memiliki sudut flare 37 derajat. Seal terjadi melalui kontak logam-ke-logam pada permukaan kerucut. Standar: SAE J514.
ORFS (O-Ring Face Seal): Menggunakan O-ring pada permukaan datar fitting jantan. Memberikan tingkat kebocoran nol (zero leak) dan sangat baik untuk aplikasi tekanan tinggi dan getaran tinggi. Standar: SAE J1453.
BSP (British Standard Pipe): Umum pada mesin Eropa dan Asia. Terdiri dari BSPP (paralel) dan BSPT (taper/meruncing).
NPT (National Pipe Thread): Ulir meruncing yang menyegel melalui deformasi ulir saat dikencangkan. Sering memerlukan thread sealant tambahan.
3. Ferrule (Selongsong Press)
Ferrule adalah cincin logam atau selongsong yang berfungsi menjepit selang ke bagian nipple fitting saat proses pengepresan.
Material: Umumnya terbuat dari baja karbon (carbon steel) yang dilapisi seng (zinc plated) untuk mencegah korosi, atau baja tahan karat (stainless steel) untuk lingkungan korosif seperti industri kimia atau maritim.
Desain Skive vs. Non-Skive:
Skive: Mengharuskan pengupasan lapisan karet (luar atau dalam) agar gigi ferrule mencengkeram kawat baja secara langsung. Digunakan pada aplikasi tekanan sangat tinggi (seperti selang 4 wire).
Non-Skive: Ferrule memiliki gigi tajam yang mampu menembus lapisan karet luar untuk mencapai kawat penguat tanpa perlu pengupasan manual. Ini mempercepat proses perakitan.
4. Adaptor Hidrolik
Adaptor digunakan ketika jenis ulir pada fitting selang tidak sesuai dengan port pada komponen (seperti pompa atau silinder). Fungsi utamanya adalah:
Konversi Ulir: Menghubungkan standar ulir yang berbeda (misalnya dari JIC ke BSP).
Perubahan Sudut: Menyediakan sudut 45° atau 90° untuk memudahkan jalur selang di area yang sempit, mencegah selang tertekuk tajam (kinking).
Penyambungan (Joiner): Menghubungkan dua assembly selang untuk memperpanjang jangkauan.
5. Elemen Penyegel (Sealing Elements)
Kebocoran sering terjadi bukan karena selang pecah, melainkan karena kegagalan pada titik sambungan. Komponen penyegel meliputi:
O-Ring: Cincin karet sintetis yang ditempatkan pada alur fitting (seperti pada ORFS atau SAE Flange). Material harus disesuaikan dengan suhu operasi (Viton untuk suhu tinggi, NBR untuk standar).
Bonded Washer (Dowty Seal): Mesin cuci logam dengan bibir karet di bagian dalam, digunakan pada fitting tipe BSPP untuk mencegah rembesan pada permukaan datar
| Komponen | Fungsi Utama | Material Umum |
| Hose | Saluran transmisi fluida | NBR, Kawat Baja, Neoprene |
| Fitting | Titik sambungan antar komponen | Baja Karbon, Stainless Steel |
| Ferrule | Pengunci selang ke fitting | Baja Galvanis |
| Adaptor | Penyesuai sudut dan jenis ulir | Baja Karbon |
| O-Ring | Mencegah kebocoran pada celah fitting | Nitrile, Viton |
Perakitan selang hidrolik harus dilakukan dengan presisi tinggi. Kesalahan kecil pada tahap pemotongan atau pengepresan dapat mengakibatkan kegagalan total saat sistem bekerja pada tekanan puncak. Berikut adalah langkah-langkah standarnya:
1. Identifikasi Spesifikasi (Metode S.T.A.M.P.E.D.)
Sebelum memulai, teknisi wajib memverifikasi komponen menggunakan parameter S.T.A.M.P.E.D untuk memastikan kecocokan antara selang, fitting, dan mesin:
Size: Diameter dalam selang harus sesuai dengan laju aliran (flow rate) sistem.
Temperature: Material selang harus tahan terhadap suhu fluida internal dan suhu lingkungan.
Application: Memastikan radius tekukan (bend radius) selang sesuai dengan ruang instalasi.
Material: Kecocokan material tabung dalam dengan jenis cairan (misal: oli mineral atau cairan sintetis).
Pressure: Tekanan kerja selang (Working Pressure) harus lebih besar atau sama dengan tekanan sistem.
Ends: Memastikan jenis ulir fitting (JIC, BSP, NPT, dll.) sesuai dengan port mesin.
Delivery: Verifikasi kualitas komponen dari supplier terpercaya seperti PT Amanah Akhlak Mulia.
2. Pengukuran dan Pemotongan Selang
Kalkulasi Panjang: Tentukan panjang total assembly. Perlu diingat bahwa selang dapat memendek hingga 4% saat berada di bawah tekanan, jadi berikan sedikit kelonggaran (slack).
Pemotongan Siku: Gunakan mesin pemotong selang (hose saw) dengan mata pisau tajam. Potongan harus benar-benar tegak lurus (90 derajat). Potongan miring akan menyebabkan distribusi beban tidak merata pada kawat penguat saat dipres, yang berisiko membuat fitting terlepas.
3. Pembersihan dan Penandaan Kedalaman (Marking)
Deburring: Bersihkan sisa-sisa karet atau serpihan kawat pada ujung potongan.
Marking: Masukkan fitting ke dalam selang (tanpa dipres) untuk mengukur seberapa jauh fitting masuk. Tandai posisi ujung ferrule pada selang menggunakan spidol putih atau perak. Tanda ini berfungsi sebagai referensi visual pasca-pengepresan untuk memastikan fitting tidak bergeser keluar (push-out).
4. Proses Skiving (Opsional)
Untuk selang bertekanan sangat tinggi (seperti tipe 4-wire spiral), sering kali diperlukan proses skiving:
External Skive: Mengupas lapisan karet luar agar gigi ferrule mencengkeram kawat baja secara langsung.
Internal Skive: Mengupas lapisan karet dalam (pada tipe fitting tertentu) agar nipple fitting menempel langsung ke kawat baja.
Catatan: Gunakan selang tipe Non-Skive jika fitting yang tersedia memang dirancang untuk menembus karet tanpa pengupasan.
5. Perakitan Fitting dan Ferrule
Pemasangan: Masukkan ferrule ke ujung selang, kemudian masukkan fitting nipple ke dalam tabung dalam selang.
Verifikasi Posisi: Pastikan fitting masuk hingga mencapai tanda kedalaman yang telah dibuat pada langkah ke-3. Pastikan tidak ada kawat penguat yang tertekuk atau rusak saat fitting dimasukkan.
6. Proses Crimping (Pengepresan)
Pemilihan Die Set: Gunakan die set (cetakan mesin press) yang sesuai dengan ukuran diameter luar ferrule.
Pengaturan Mesin: Atur diameter crimp pada mesin sesuai dengan tabel spesifikasi dari produsen selang dan fitting.
Eksekusi: Letakkan ujung selang di tengah die set dan jalankan mesin hingga proses pengepresan selesai. Mesin akan berhenti secara otomatis saat diameter target tercapai.
7. Verifikasi Diameter Crimp
Pengukuran: Gunakan jangka sorong (caliper) digital untuk mengukur diameter hasil pengepresan pada bagian tengah ferrule.
Toleransi: Bandingkan hasil pengukuran dengan tabel spesifikasi produsen. Jika diameter terlalu besar (under-crimp), lakukan pengepresan ulang. Jika terlalu kecil (over-crimp), selang harus dibuang karena struktur kawat baja kemungkinan besar sudah rusak.
8. Pembersihan Internal dan Pengujian
Pembersihan: Gunakan proyektil pembersih selang (pneumatic foam plugs) untuk mendorong keluar debu, serpihan karet, atau sisa logam dari dalam selang.
Uji Tekanan (Proof Test): Jika diperlukan, uji selang pada tekanan 2 kali lipat dari tekanan kerja selama 30-60 detik untuk memastikan tidak ada rembesan atau pergeseran pada fitting.
Mengikuti prosedur perakitan standar saja tidak cukup untuk menjamin keandalan sistem jangka panjang. Teknisi harus menerapkan praktik terbaik berdasarkan standar internasional seperti SAE J1273 untuk meminimalkan risiko kegagalan prematur.
1. Kebijakan “Satu Merek” (No Mix-and-Match)
Salah satu kesalahan paling fatal adalah mencampur selang dari satu produsen dengan fitting dari produsen lain.
Setiap produsen memiliki toleransi dimensi ketebalan dinding selang dan desain gigi pada ferrule yang berbeda.
Risiko: Pencampuran merek dapat mengakibatkan cengkeraman kawat baja yang tidak sempurna, yang menyebabkan fitting terlepas (blow-off) saat menerima tekanan puncak. Selalu gunakan selang, fitting, dan mesin press dari sistem yang sama.
2. Manajemen Kontaminasi (Standar ISO 4406)
Kontaminasi adalah penyebab utama kerusakan pompa dan katup hidrolik.
Pembersihan Pasca-Potong: Proses pemotongan meninggalkan serpihan karet dan logam di dalam tabung. Gunakan sistem proyektil angin (cleaner foam plugs) yang ditembakkan ke dalam selang segera setelah perakitan selesai.
Penutupan Ujung (Capping): Segera pasang tutup plastik (dust cap) pada kedua ujung selang yang sudah dirakit untuk mencegah debu masuk selama penyimpanan atau proses pengiriman ke lokasi instalasi.
3. Pengelolaan Radius Tekukan (Minimum Bend Radius)
Setiap tipe selang memiliki batas kelenturan maksimal yang ditentukan oleh pabrikan.
Aturan Tekukan: Jangan menekuk selang lebih tajam dari radius minimumnya. Tekukan yang terlalu tajam akan melemahkan struktur kawat penguat dan memicu retakan pada lapisan karet dalam.
Solusi: Gunakan adaptor sudut 45° atau 90° jika ruang instalasi sempit untuk menjaga selang tetap lurus di area sambungan fitting.
4. Pencegahan Puntiran (Avoid Twisting)
Selang hidrolik dirakit untuk melentur pada satu bidang.
Identifikasi Puntiran: Gunakan garis penanda (layline) yang tercetak di sepanjang selang sebagai referensi. Jika garis tersebut terlihat melintir seperti spiral setelah terpasang, berarti selang mengalami puntiran.
Dampak: Puntiran sebesar 7% saja dapat mengurangi masa pakai selang hingga 90% karena kawat penguat akan saling bergesekan secara internal saat ditekan.
5. Pemberian Kelonggaran Panjang (Slack)
Selang hidrolik bersifat dinamis dan dapat mengalami perubahan dimensi saat dioperasikan.
Kontraksi dan Ekspansi: Selang dapat memendek hingga 4% atau memanjang hingga 2% saat menerima tekanan.
Praktik: Jangan pernah memasang selang dalam kondisi tegang sempurna. Berikan kelonggaran yang cukup agar sambungan fitting tidak menerima beban tarik yang berlebihan saat sistem bekerja.
6. Inspeksi Visual dan Kalibrasi Alat
Uji Jangka Sorong: Selalu ukur diameter luar ferrule setelah dipres menggunakan jangka sorong digital yang terkalibrasi. Jangan hanya mengandalkan setelan pada mesin press.
Pengecekan Tanda Kedalaman: Pastikan tanda kedalaman (marking) yang dibuat sebelum pengepresan masih berada tepat di pangkal ferrule. Jika tanda tersebut bergeser menjauh, berarti fitting telah terdorong keluar saat dipres dan perakitan tersebut tidak aman untuk digunakan.
7. Penyimpanan yang Benar (Storage Life)
Selang memiliki masa kadaluarsa meskipun belum digunakan.
Kondisi Ideal: Simpan di tempat yang sejuk, kering, dan gelap. Hindari paparan sinar matahari langsung (UV) dan peralatan listrik yang menghasilkan ozon.
First-In, First-Out (FIFO): Terapkan sistem rotasi stok agar selang yang lebih lama diproduksi digunakan terlebih dahulu. Berdasarkan standar ISO, selang karet memiliki masa simpan maksimal hingga 10 tahun.
8. Keselamatan Kerja (APD dan Prosedur)
Lindungi Diri: Gunakan pelindung mata dan sarung tangan tahan potong saat proses pemotongan dan pengepresan.
Bahaya Kebocoran: Jangan pernah memeriksa kebocoran selang menggunakan tangan kosong. Tekanan kecil sekalipun (di atas 100 PSI) dapat menembus kulit dan menyebabkan cedera injeksi fluida yang sangat berbahaya. Gunakan selembar kertas atau kardus untuk mendeteksi rembesan.
Memahami penyebab kegagalan pada sambungan selang (assembly) sangat penting untuk melakukan perbaikan dan mencegah kejadian berulang. Berikut adalah beberapa kegagalan umum dan penyebab teknisnya:
Fitting Terlepas (Blow-off):
Penyebab: Diameter pengepresan (crimp diameter) terlalu besar (kurang pres), kedalaman penyisipan fitting tidak maksimal, atau penggunaan fitting yang tidak kompatibel dengan jenis selang.
Kebocoran pada Pangkal Fitting:
Penyebab: Kerusakan pada tabung dalam (inner tube) akibat pemotongan yang tidak rata atau proses skiving yang terlalu dalam hingga melukai lapisan karet.
Selang Pecah di Dekat Fitting:
Penyebab: Kurangnya kelonggaran (slack) sehingga selang tertarik saat beroperasi, atau tekukan yang terlalu tajam tepat di ujung ferrule.
Kawat Penguat Berkarat:
Penyebab: Lapisan karet luar (cover) terkikis akibat abrasi atau paparan kimia, sehingga air masuk ke lapisan kawat baja. Jika ditemukan kondisi ini, selang harus segera diganti karena kekuatannya sudah menurun drastis.
Untuk menghasilkan assembly yang memenuhi standar SAE atau ISO, sebuah bengkel minimal harus memiliki peralatan berikut:
Mesin Pemotong Selang (Hose Saw): Menggunakan mata pisau baja atau cakram abrasif untuk menghasilkan potongan siku (90 derajat) tanpa merusak struktur kawat.
Mesin Crimping Hidrolik: Alat utama untuk mengepres ferrule. Pastikan mesin memiliki fitur kalibrasi dan set die (matras) yang lengkap untuk berbagai ukuran diameter.
Alat Skiving: Digunakan untuk mengupas lapisan karet selang tipe spiral sebelum dipasang fitting interlock.
Jangka Sorong Digital (Digital Caliper): Alat ukur presisi untuk memverifikasi diameter hasil crimp hingga ketelitian 0,01 mm.
Sistem Pembersih Selang (Hose Cleaning Launcher): Alat pendorong proyektil busa untuk memastikan bagian dalam selang bebas dari kontaminasi partikel.
Alat Pengukur Ulir (Thread Identification Kit): Set mal ulir dan penggaris sudut untuk menentukan jenis fitting (JIC, BSP, ORFS, dll) secara akurat.
Bangku Tes Hidrolik (Pressure Test Bench): Fasilitas untuk melakukan uji tekanan bukti (proof test) guna memastikan keamanan sebelum selang dikirim ke pelanggan.
Meskipun perakitan sudah dilakukan dengan benar, pemeliharaan berkala wajib dilakukan untuk mencegah kecelakaan kerja. Berikut adalah poin-poin inspeksinya:
Inspeksi Visual Mingguan: Cari tanda-tanda abrasi pada kulit luar selang, rembesan oli pada area fitting, atau adanya gelembung (blister) pada lapisan karet.
Pengecekan Kebocoran “Pin-Hole”: Gunakan alat bantu seperti kertas atau kardus untuk mendeteksi semprotan halus. Dilarang keras menggunakan tangan telanjang karena risiko fluid injection injury (fluida menembus kulit).
Pemeriksaan Kekakuan: Jika selang terasa sangat kaku dan retak saat ditekuk sedikit, itu tandanya material karet sudah mengalami degradasi akibat panas berlebih dan harus segera diganti.
Pembersihan Area Sambungan: Pastikan tidak ada penumpukan debu atau lumpur yang tebal di area fitting, karena dapat menyembunyikan tanda-tanda awal kebocoran atau retakan.
Memilih Hydraulic Hose Assembly yang berkualitas adalah investasi untuk keamanan dan kelancaran operasional mesin Anda. Kesalahan dalam perakitan dapat berakibat fatal
PT Amanah Akhlak Mulia hadir sebagai general supplier terpercaya yang menyediakan berbagai tipe komponen perakitan hidrolik berkualitas tinggi, termasuk selang hidrolik (tipe braided dan spiral 4-wire, seperti pada gambar) dan fitting yang sesuai dengan standar internasional (SAE, ISO, EN).
FAQ Pertanyaan Umum Perakitan Selang Hidrolik
Berikut adalah beberapa pertanyaan umum mengenai perakitan selang hidrolik:
1. Apa itu hydraulic hose assembly?
Proses teknis presisi untuk menyatukan selang, fitting, ferrule, dan adaptor menggunakan peralatan khusus untuk membentuk saluran fluida hidrolik bertekanan.
2. Mengapa diameter crimp hasil akhir penting?
Karena diameter crimp hasil akhir harus sesuai dengan spesifikasi produsen ferrule untuk memastikan ferrule mencengkeram kawat penguat selang dengan kuat ke fitting tanpa merusak kawat atau tabung dalam selang.
3. Apakah saya bisa merakit selang hidrolik di rumah?
Tidak disarankan. Proses pengepresan ferrule memerlukan mesin crimp hidrolik dan keahlian teknis khusus untuk memastikan keamanan perakitan. Perakitan di rumah tanpa peralatan dan pengetahuan yang tepat dapat berbahaya.
4. Mengapa dilarang mencampur merek fitting dan selang?
Karena toleransi diameter selang dan fitting berbeda-beda antar produsen. Mencampur merek dapat menyebabkan kegagalan crimping (misalnya, fitting terlepas saat beroperasi), yang sangat berbahaya. Selalu gunakan komponen dari produsen yang sama atau yang telah diverifikasi kompatibilitasnya.